



Podrobné informace, další obrázky a dokumenty získáte výběrem jednotlivých položek v následující tabulce.



Pájecí systém MIG CuSi 150
Pájecí systém MIG pro svařování pozinkovaných plechů, plechů s vysokou pevností a plechů s povrchovou úpravou v automobilovém průmyslu a karosárnách. Díky minimálnímu přenosu tepla během tohoto procesu se plech nemůže ohnout a ochrana proti korozi zůstává během procesu zachována.

Zaregistrujte se a získáte přístup k více než 125 000 produktů.
Varianty
Zaregistrujte se a získáte přístup k více než 125 000 produktů.
Zavolat na zákaznický servis: +420 323 041 141
Ceny zobrazované zákazníkům po přihlášení
Postup pájení metodou MIG
- Základní vlastnosti obrobku jsou zachovány
- Ohýbání a tepelné rozpínání obrobku není ovlivněno pájením
- Snížená tvorba rozstřiků – menší potřeba dodatečných prací
- Minimální tvorba pórů – vysoká pevnost spojů
- Vysoká rychlost pájení
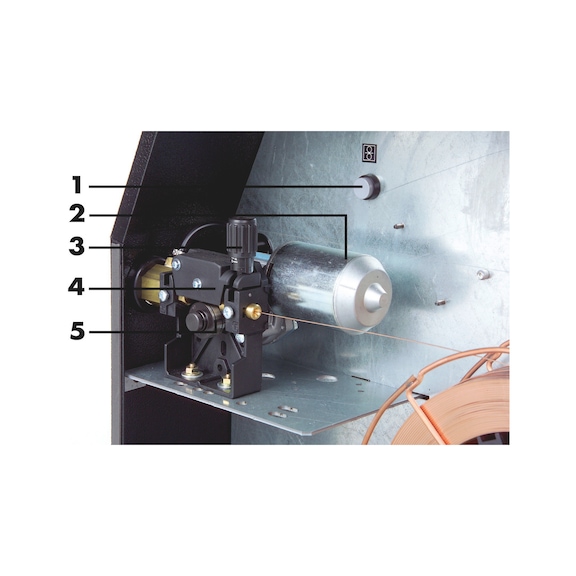
Pájecí systém
- Nastavení svařovacího proudu, odvíjení drátu, dohoření drátu, průtoku plynu po čištění a doby bodového sváření řízené procesorem
- Optimalizované chlazení ventilátorem umožňuje, aby systém zůstal zapnutý déle
- Usměrňovač odolný proti přetížení
- Automatický pohon válce pro závitové vedení drátu
- Umožňuje přepínání mezi 2/4cyklovým bodovým svářením
- 5letá záruka na hlavní transformátor
Rozsah pájení a svařování 15–150 A/14,8–21,5 V
Podávací jednotka – pohon se 2 válci
Doba zapnutí při max. proudu (40 °C) 40 %
Svařovací proud při 60% době zapnutí (40 °C) je 120 A
Svařovací proud při 10% době zapnutí (40 °C) je 100 A
Svařitelné vodiče CuSi 0,8–1,0 mm
Svařitelné ocelové/VA dráty 0,6–0,8 mm
Svařitelné hliníkové vodiče 1,0 mm
Rychlost podávání drátu 1–23 m/min
Označení CE, S
Pájení MIG
Orientační hodnoty pro průtok v l/min: Ø drátu x 10 = l/min
Sada hadic musí být upravena z PTFE jádra na zpracování hliníkových svařovacích drátů a drátů z nerezové oceli.
Vhodný plyn pro svařování metodou MIG: 100% argon
Volba hodnoty barvy RAL
POZOR: Zobrazení barvy na obrazovce se liší od skutečného barevného odstínu!